Heat exchangers are critical thermal equipment used to transfer heat between two or more fluids at different temperatures without direct mixing. In chemical processing plants, they are essential for heating, cooling, condensing, evaporating, and recovering energy from process streams.
Industries looking for a reliable Heat Exchangers Manufacturer in Mumbai prefer suppliers who understand chemical process requirements, Indian operating conditions, and global quality standards.
Unlike reaction vessels where chemical transformation occurs, heat exchangers focus on energy management, ensuring that processes operate at the required temperature for safety, efficiency, and product quality.
They are used in reactor heating/cooling, distillation columns, condensers, reboilers, evaporators, and utility systems.
Importance of Heat Exchangers in Chemical Processing Plants
Heat exchangers directly influence:
Reaction rates
Product yield
Energy consumption
Plant safety
Operational costs
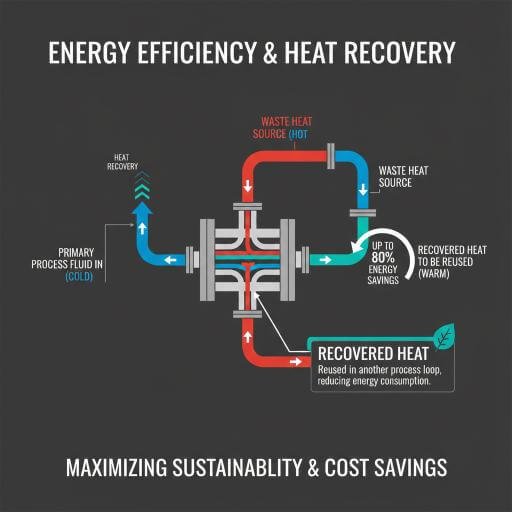
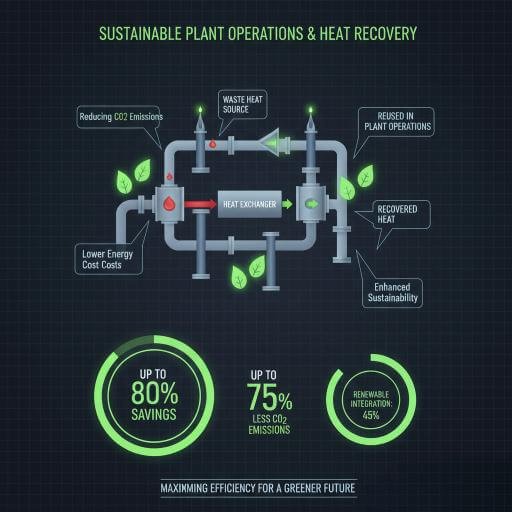
Efficient heat transfer reduces fuel usage, minimizes cooling water demand, and supports energy recovery, making heat exchangers central to sustainable plant operation.
In modern chemical plants, more than 60% of energy optimization efforts revolve around heat exchanger networks.
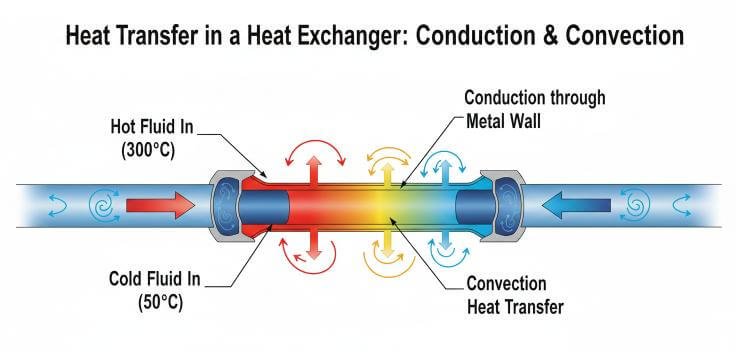
Basic Principle of Heat Transfer
Heat exchangers operate based on three fundamental heat transfer mechanisms:
Conduction: Heat transfer through solid surfaces (tube walls, plates).
Convection: Heat transfer between fluid and surface.
Radiation: Minor contribution at very high temperatures.
The driving force is the temperature difference (ΔT) between fluids. Engineers calculate heat duty using:
Q = m × Cp × ΔT
This governs exchanger sizing, surface area, and flow arrangement.
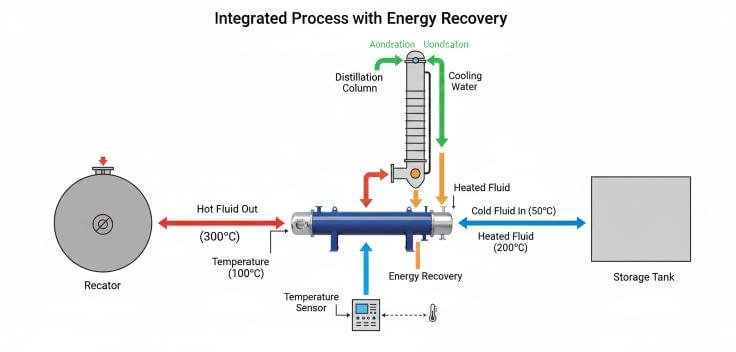
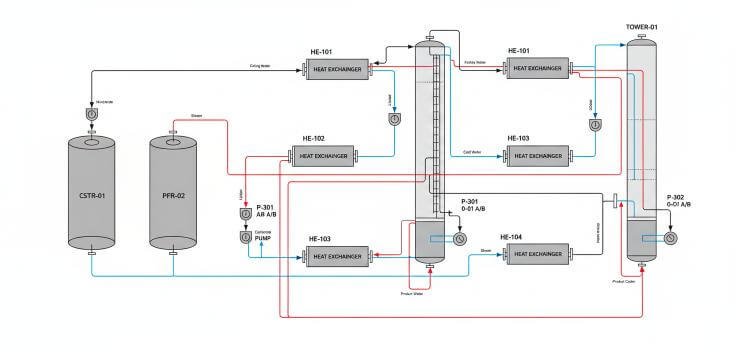
Role of Heat Exchangers in Chemical Equipment Integration
Heat exchangers do not work in isolation. They are integrated throughout the plant, supporting:
Reaction vessel temperature control
Condensation of vapors from distillation columns
Preheating feed streams
Cooling product streams before storage
Heat recovery between hot and cold process streams
This integration reduces overall energy demand and improves process stability.
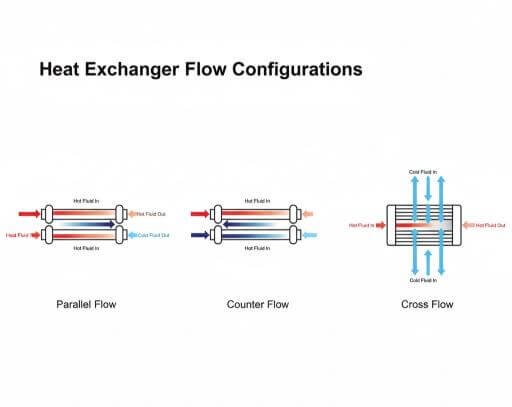
Classification of Heat Exchangers by Flow Arrangement
Based on fluid movement, heat exchangers are classified as:
Parallel Flow
Both fluids enter from the same end and flow in the same direction. Used for gentle heating or cooling.
Counter Flow
Fluids flow in opposite directions, offering maximum thermal efficiency.
Cross Flow
Fluids move perpendicular to each other, common in air coolers.
Counter-flow designs are most widely used in chemical plants due to better temperature approach.
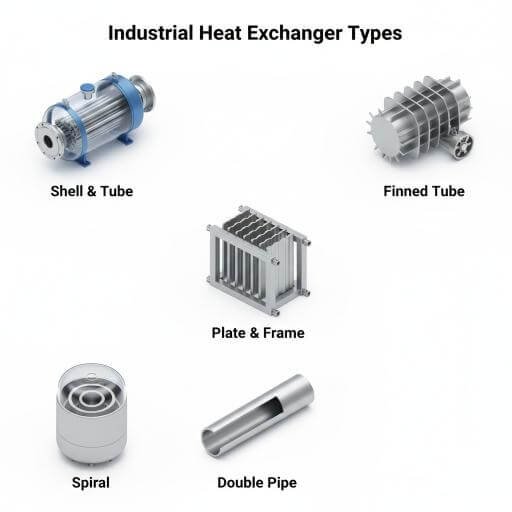
Classification by Construction Type
Heat exchangers are categorized based on mechanical design:
Shell and Tube Heat Exchangers
Plate Heat Exchangers
Air Cooled Heat Exchangers
Double Pipe Heat Exchangers
Spiral Heat Exchangers
Each design offers advantages based on pressure, temperature, fouling tendency, and maintenance needs.
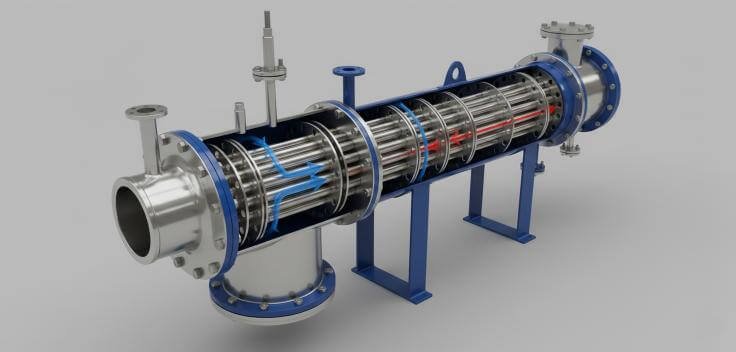
Shell and Tube Heat Exchangers – Industry Standard
Shell and tube heat exchangers are the most commonly used type in chemical processing due to their:
High pressure handling capability
Wide temperature range
Mechanical robustness
Customizable design
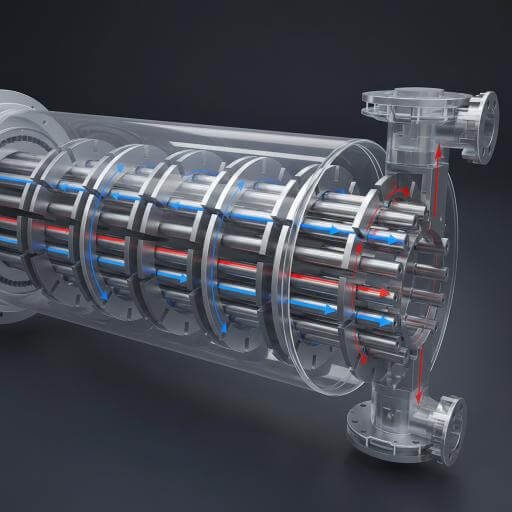
They consist of a bundle of tubes enclosed in a cylindrical shell, allowing one fluid to flow through tubes and the other through the shell side.
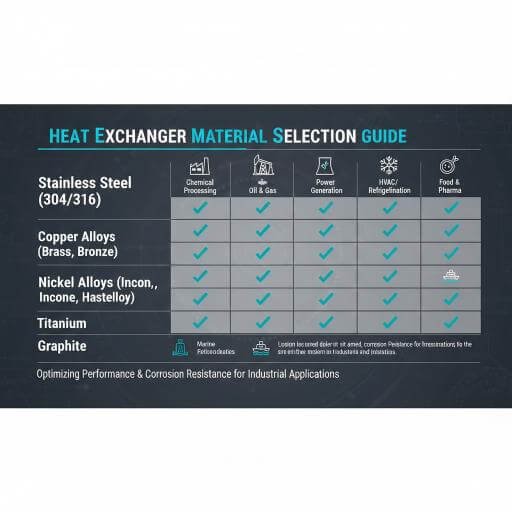
Materials Used in Heat Exchangers
Material selection is critical to prevent corrosion, fouling, and failure.
Material choice impacts heat transfer efficiency and service life.
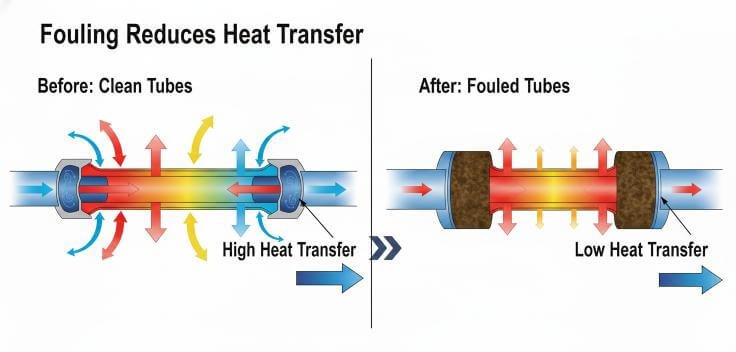
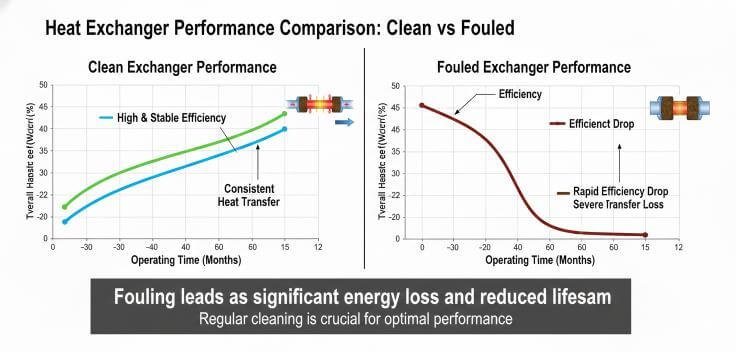
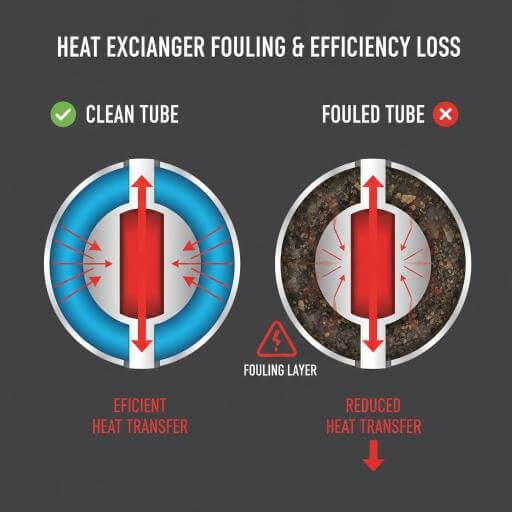
Fouling and Its Impact on Performance
Fouling occurs when deposits form on heat transfer surfaces, reducing efficiency. Common fouling types include:
Scaling
Corrosion fouling
Biological fouling
Particulate fouling
Design strategies like higher velocity, proper material selection, and easy cleaning access help minimize fouling.
Heat Exchanger Design Standards
Industrial heat exchangers must comply with global standards:
TEMA – Mechanical design guidelines
ASME Section VIII – Pressure integrity
API 660 – Shell & tube exchangers
IS codes – Indian standards
Compliance ensures safety, reliability, and global acceptance.
Why Heat Exchangers Are Strategic Equipment
Heat exchangers directly affect:
Operating cost
Energy efficiency
Carbon footprint
Equipment lifespan
Optimized heat exchanger design can reduce plant energy usage by 20–40%, making them a strategic investment.
As a trusted Heat Exchangers Manufacturer in Mumbai, Liuminex focuses on delivering efficient, durable, and process-specific heat transfer solutions for chemical industries.
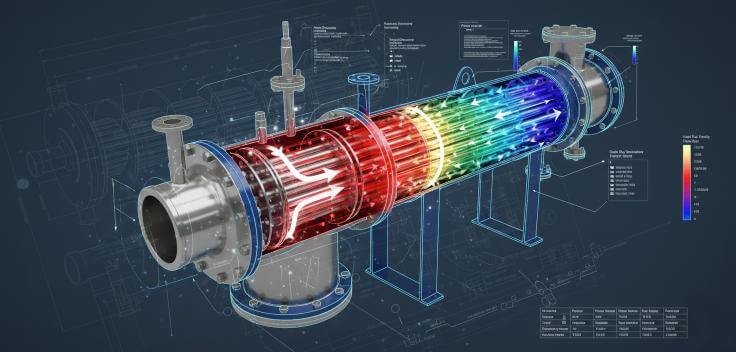
Heat Exchanger Design & Engineering Fundamentals
Why Heat Exchanger Design Is Critical
Heat exchanger design determines how efficiently energy is transferred, how safely the equipment operates, and how long it will last in a chemical plant. Poor design can result in excessive energy consumption, fouling, corrosion, pressure drop issues, and frequent shutdowns.
Unlike standard mechanical equipment, heat exchangers require simultaneous thermal, hydraulic, and mechanical optimization. Engineers must consider heat duty, fluid properties, operating conditions, and future fouling margins.
A reputed Heat Exchangers Manufacturer follows detailed thermal design calculations to ensure long-term efficiency and safe operation under demanding chemical process conditions.
Defining Process Requirements
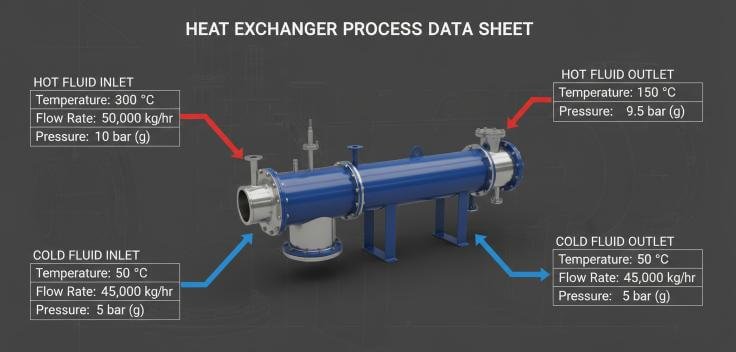
The first step in heat exchanger design is understanding process data. Without accurate input data, even the best mechanical design will fail.
Key process parameters include:
Hot and cold fluid inlet temperatures
Desired outlet temperatures
Flow rates (kg/hr)
Specific heat (Cp)
Density and viscosity
Allowable pressure drop
Fouling tendency
This data forms the basis for all thermal calculations.
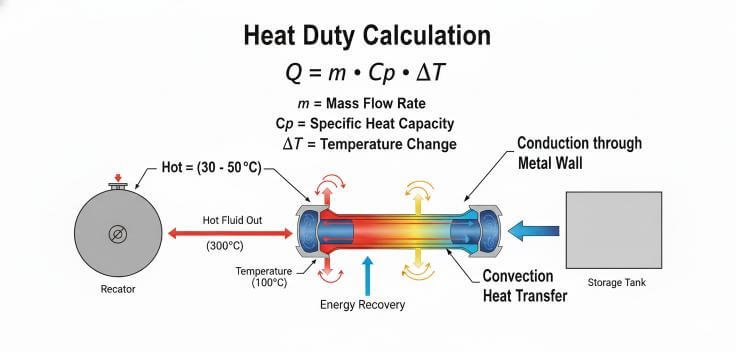
Heat Duty Calculation
Heat duty (Q) represents the amount of heat that must be transferred. It is calculated using:
Q = m × Cp × (T₁ − T₂)
Where:
m = mass flow rate
Cp = specific heat
T₁, T₂ = inlet and outlet temperatures
Accurate heat duty ensures correct sizing of heat transfer surface area and prevents under- or over-design.
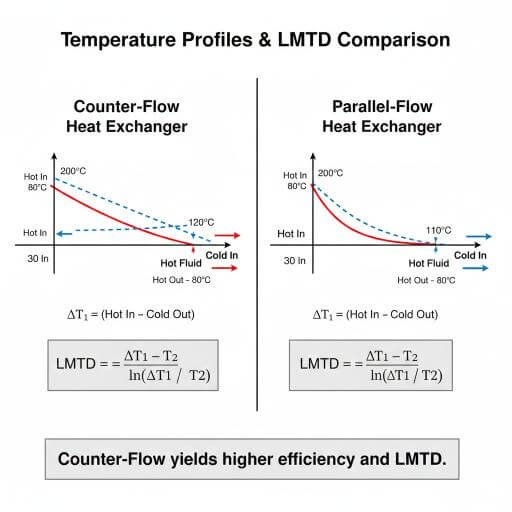
Log Mean Temperature Difference (LMTD)
LMTD represents the effective temperature driving force across the heat exchanger.
LMTD equation: LMTD = (ΔT₁ − ΔT₂) / ln(ΔT₁ / ΔT₂)
Counter-flow exchangers have higher LMTD values, making them more efficient than parallel-flow designs.
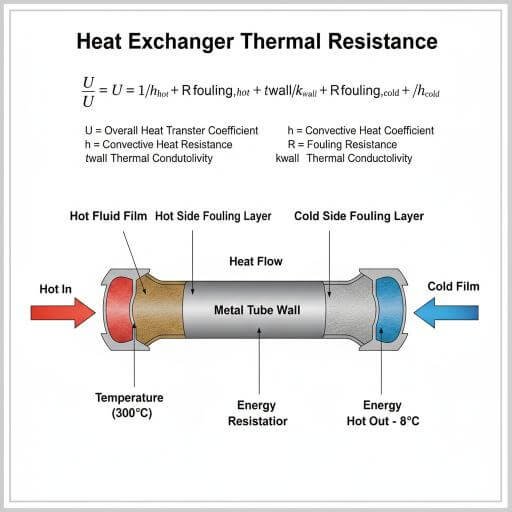
Overall Heat Transfer Coefficient (U)
The overall heat transfer coefficient combines all thermal resistances:
Fluid film resistance
Tube wall resistance
Fouling resistance
Higher U-values indicate better heat transfer performance. Fouling factors are added conservatively to maintain long-term performance.
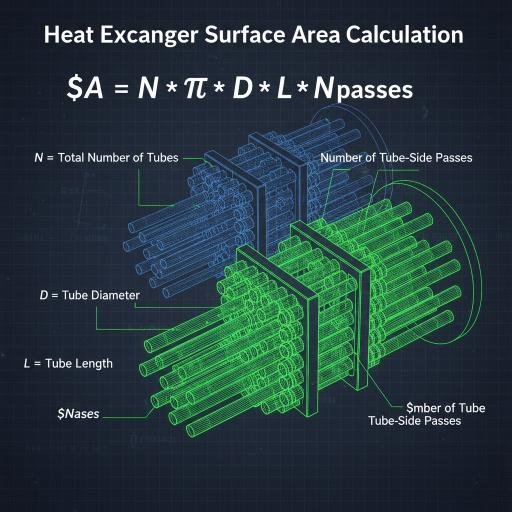
Heat Transfer Surface Area Calculation
Once Q, U, and LMTD are known, required surface area (A) is calculated using:
Q = U × A × LMTD
This determines the number of tubes, tube length, or plate size in the exchanger.
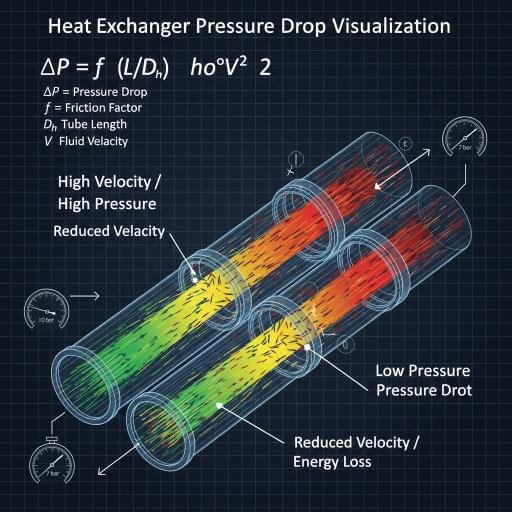
Pressure Drop Considerations
Excessive pressure drop increases pumping cost and may disrupt upstream or downstream equipment.
Designers balance:
Fluid velocity
Tube diameter
Number of passes
Baffle spacing
Chemical plants typically limit pressure drop to preserve process stability.
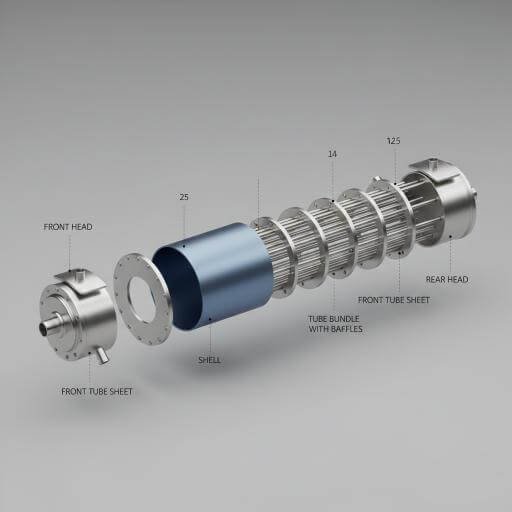
Shell and Tube Heat Exchanger Design Elements
Key mechanical components include:
Tube bundle
Tube sheets
Baffles
Shell
Expansion joints
Baffles improve turbulence and heat transfer but also increase pressure drop, requiring optimization.
Fouling Factors and Design Margin
Fouling reduces heat transfer efficiency over time. Engineers apply fouling factors based on fluid type (cooling water, oil, slurry).
Design margin ensures:
Stable operation between cleanings
Reduced maintenance frequency
Consistent outlet temperatures
Material Selection for Heat Exchangers
Material selection depends on:
Chemical compatibility
Operating temperature
Pressure
Thermal conductivity
Cost
Common materials:
Carbon Steel – economical
SS316L – corrosion-resistant
Duplex SS – high strength
Titanium – chloride resistance
Hastelloy – aggressive chemicals
As an experienced heat exchangers manufacturer in Mumbai, Liuminex carefully select materials like SS316L, Duplex steel, and Hastelloy based on corrosion, temperature, and pressure requirements.
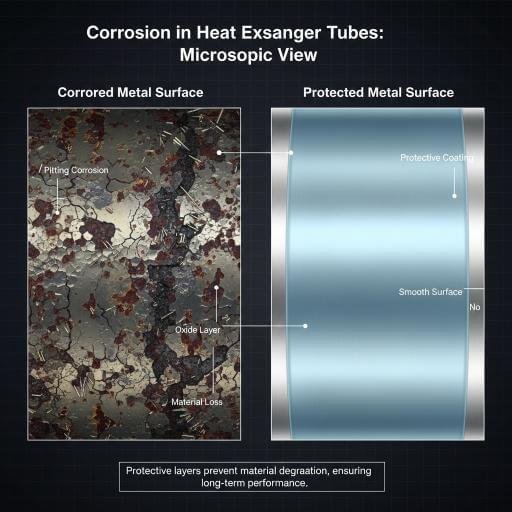
Corrosion and Erosion Considerations
Improper material choice can lead to:
Pitting corrosion
Stress corrosion cracking
Erosion from high velocity
Corrosion allowance is included in design thickness to ensure long service life.
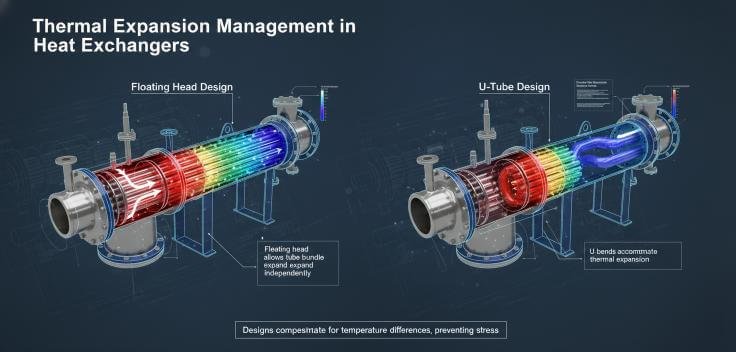
Thermal Expansion and Stress Management
Different materials expand at different rates. Without proper allowances, thermal stress can damage tube sheets or welds.
Solutions include:
Expansion bellows
Floating head designs
U-tube bundles
Design Codes and Standards
Heat exchangers must comply with:
TEMA – mechanical classification
ASME Section VIII – pressure design
API 660 – refinery applications
IS codes – Indian compliance
Compliance ensures safety and global acceptance.
Heat Exchanger Types & Industrial Applications
Heat exchangers are available in multiple designs to suit diverse operating conditions such as pressure, temperature, fouling tendency, viscosity, and space constraints. Selecting the correct type directly impacts efficiency, maintenance cost, and plant reliability.
This section provides a comprehensive breakdown of heat exchanger types, construction details, and real-world industrial applications.
Shell and Tube Heat Exchangers
Shell and tube heat exchangers are the most widely used in chemical processing due to their mechanical robustness and flexibility.
Construction Features:
Cylindrical shell
Tube bundle (straight or U-tube)
Tube sheets
Baffles for turbulence
Floating or fixed head design
Applications:
Reactor heating/cooling
Condensers
Reboilers
High-pressure services
Most chemical plants prefer shell and tube designs supplied by a certified Heat Exchangers Manufacturer due to their robustness and adaptability.
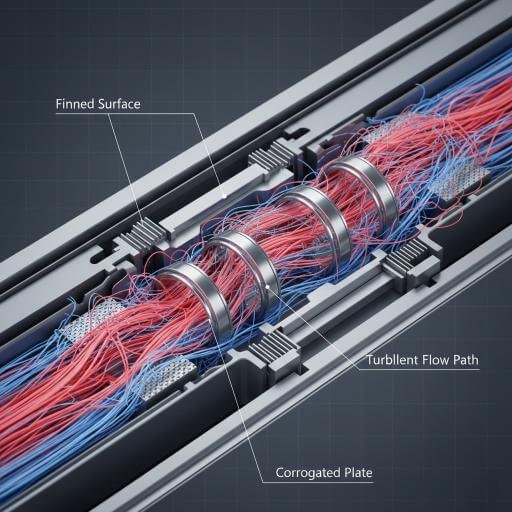
Plate Heat Exchangers
Plate heat exchangers use thin corrugated plates to transfer heat efficiently in compact space.
Key Advantages:
High heat transfer coefficient
Compact footprint
Easy capacity expansion
Low hold-up volume
Limitations:
Lower pressure tolerance
Not suitable for heavy fouling
Applications:
Fine chemicals
Pharma utilities
Food processing
Air Cooled Heat Exchangers (ACHE)
Air cooled heat exchangers use ambient air instead of water, making them ideal for water-scarce regions.
Design Features:
Finned tubes
Axial fans
Plenum chamber
Applications:
Petrochemical plants
Outdoor installations
Remote locations
Double Pipe Heat Exchangers
Double pipe exchangers consist of one pipe inside another and are used for small heat duties.
Advantages:
Simple design
Easy maintenance
Suitable for high-pressure fluids
Applications:
Pilot plants
Small process lines
Oil heating
Spiral Heat Exchangers
Spiral heat exchangers feature two flat plates wound into spiral channels.
Advantages:
Self-cleaning effect
Suitable for slurries
Compact design
Applications:
Sludge processing
Waste heat recovery
Viscous fluids
Graphite Heat Exchangers
Graphite exchangers are used where extreme corrosion resistance is required.
Advantages:
Excellent chemical resistance
Good thermal conductivity
Limitations:
Brittle material
Mechanical strength limitations
Applications:
Acid handling
Chlorination processes
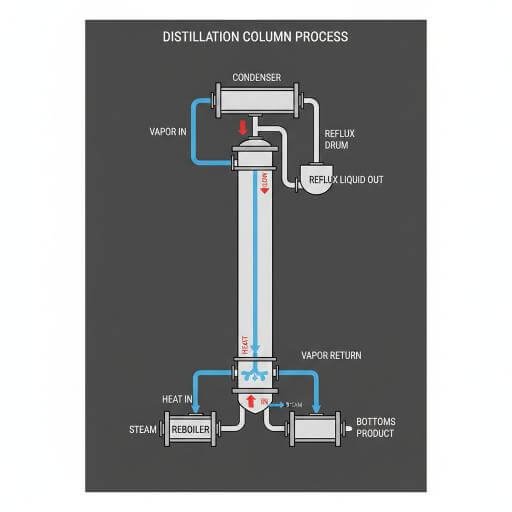
Condensers and Reboilers
These are specialized heat exchangers used in distillation systems.
Condensers:
Convert vapor to liquid
Used in overhead systems
Reboilers:
Provide heat to column bottom
Maintain vapor flow
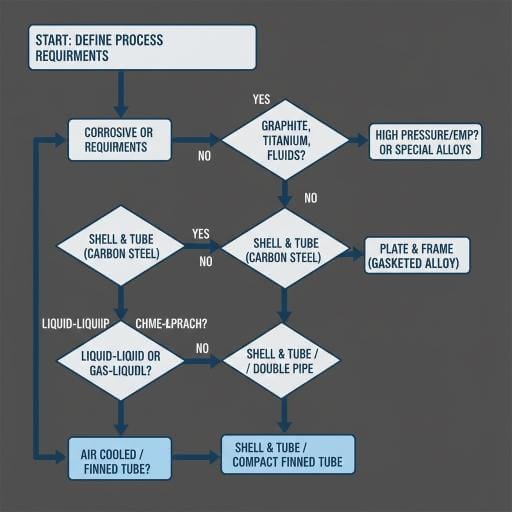
Heat Exchanger Selection Criteria
Selection depends on:
Heat duty
Pressure and temperature
Fouling tendency
Space availability
Maintenance access
Capital and operating cost
Correct selection improves plant reliability and lifecycle cost.
Industrial Applications of Heat Exchangers
Chemical Industry:
Reactor temperature control
Solvent recovery
Pharmaceutical:
Clean utility systems
API processing
Petrochemical:
Crude heating
Gas cooling
Food & Beverage:
Pasteurization
Cooling
A leading Heat Exchangers Manufacturer Liuminex supplies customized solutions for chemical, pharmaceutical, petrochemical, and specialty chemical industries.
Advantages and Limitations of Different Types
Type
Advantages
Limitations
Shell & Tube
Robust
Larger footprint
Plate
High efficiency
Fouling sensitive
Air Cooled
No water
Higher power
Double Pipe
Simple
Limited capacity
Spiral
Handles slurry
Custom design
Custom Heat Exchanger Designs
Many chemical processes require custom-engineered exchangers to meet unique conditions such as high viscosity, corrosive fluids, or limited space.
Customization includes:
Special materials
Modified baffle design
Enhanced surface tubes
Safety, Maintenance & Optimization
Importance of Safety in Heat Exchanger Operation
Heat exchangers operate under high pressure and temperature, often handling hazardous chemicals. Any failure can cause leaks, thermal shock, or cross-contamination.
Safety considerations are embedded from design stage to operation, ensuring protection of personnel, environment, and assets.
Common Safety Hazards in Heat Exchangers
Typical risks include:
Tube rupture
Thermal expansion stress
Corrosion-induced leaks
Overpressure conditions
Understanding these hazards enables proactive prevention strategies.
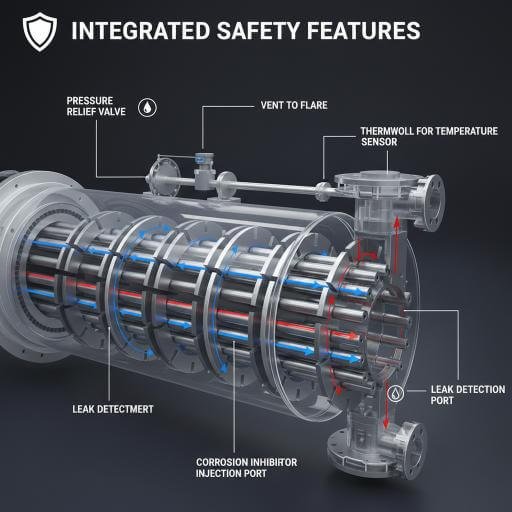
Design Safety Features
Heat exchangers incorporate safety mechanisms such as:
Pressure relief valves
Expansion joints
Corrosion allowance
Leak detection ports
These features prevent catastrophic failures.
Compliance with Safety Standards
Compliance with standards ensures safe operation:
ASME Section VIII
TEMA
API 660
OSHA guidelines
Following these standards reduces operational risk.
Every responsible Heat Exchangers Manufacturer strictly follows ASME, TEMA, and API standards to ensure operational safety and compliance.
Routine Inspection Practices
Regular inspection detects early signs of failure. Common methods:
Visual inspection
Eddy current testing
Ultrasonic thickness measurement
Pressure testing
Inspections improve reliability and lifespan.
Fouling Mechanisms and Impact
Fouling reduces heat transfer efficiency and increases pressure drop. Types include:
Scaling
Biological fouling
Chemical deposition
Particulate fouling
Understanding fouling helps in selecting proper mitigation strategies.
Fouling Prevention Techniques
Preventive methods include:
Chemical treatment
Filtration systems
Velocity control
Surface coatings
Preventing fouling improves performance and reduces downtime.
Energy recovery systems improve overall plant efficiency.
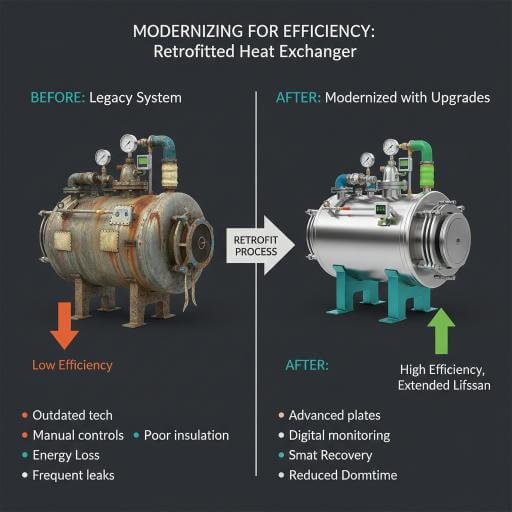
Retrofitting and Upgradation
Older exchangers can be upgraded using:
Enhanced surface tubes
Improved materials
Modern monitoring sensors
Retrofitting improves performance without full replacement.
Emergency Response Planning
Plants must prepare for:
Tube leaks
Sudden pressure spikes
Thermal runaway
Emergency isolation and depressurization systems minimize damage.
Best Practices for Long-Term Reliability
Key practices include:
Scheduled maintenance
Accurate operating parameters
Trained personnel
Documentation and logs
Consistency ensures safe, reliable operation.
Proper maintenance guidelines provided by an experienced Heat Exchangers Manufacturer significantly improve equipment life and plant reliability.
Innovation, Digitalization & Future Outlook
Evolution of Heat Exchanger Technology
Heat exchangers have evolved from simple mechanical devices into intelligent, data-driven systems. Modern designs prioritize energy efficiency, compactness, sustainability, and predictive maintenance.
The increasing complexity of chemical processes demands exchangers that adapt in real time to process variations.
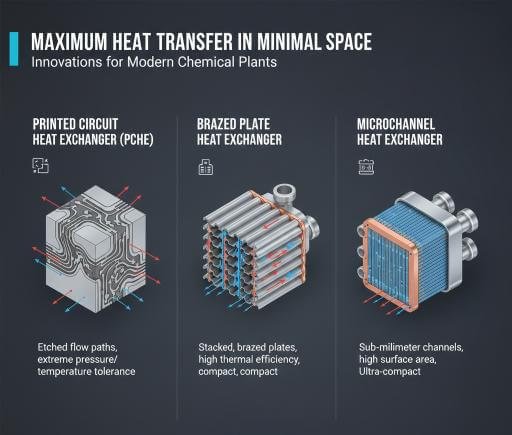
Compact and High-Performance Heat Exchangers
Modern chemical plants require maximum heat transfer in minimal space. Innovations include:
Printed Circuit Heat Exchangers (PCHE)
Brazed Plate Heat Exchangers
Microchannel Heat Exchangers
These designs offer high efficiency and reduced footprint.
Sustainable designs align with global decarbonization goals.
Integration with Industry 4.0
Heat exchangers are becoming part of smart factories:
IoT-enabled monitoring
Cloud-based analytics
Remote diagnostics
Industry 4.0 enhances operational transparency and efficiency.
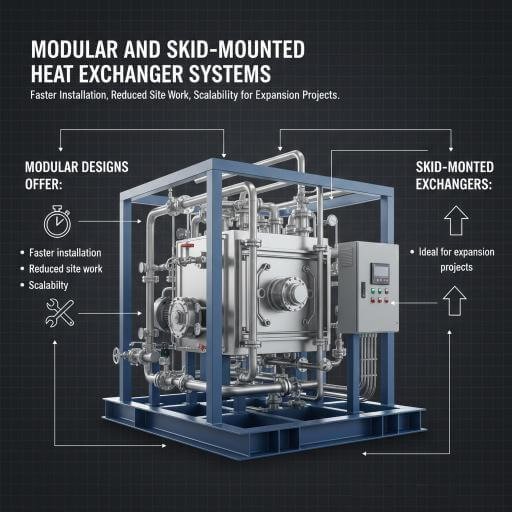
Modular and Skid-Mounted Heat Exchanger Systems
Modular designs offer:
Faster installation
Reduced site work
Scalability
Skid-mounted exchangers are ideal for expansion projects.
Challenges in Advanced Heat Exchanger Implementation
Despite benefits, challenges include:
Higher capital cost
Specialized maintenance
Integration complexity
However, long-term savings outweigh initial investment.
Future Trends in Heat Exchanger Design
Key future trends:
AI-driven optimization
Zero-fouling surfaces
Carbon-neutral designs
Additive manufacturing (3D printing)
These trends will redefine heat transfer efficiency.
Role of Heat Exchangers in Net-Zero Plants
Heat exchangers enable:
Energy recycling
Process electrification
Reduced fuel usage
They are essential for achieving net-zero targets.
Custom Engineering by Liuminex
As Heat Exchangers Manufacturer in Mumbai Liuminex focuses on:
Application-specific designs
Advanced material selection
Automation-ready systems
Global compliance standards
This ensures long-term value for clients.
Advanced heat exchanger technologies are shaping the future of chemical processing. Automation, sustainability, and digitalization ensure higher efficiency, safety, and competitiveness. Choosing the right Heat Exchangers Manufacturer is critical for achieving energy efficiency, sustainability, and long-term operational excellence in chemical processing plants.